- رقم 8 ، طريق zaolin ،
شارع longxiang ،
tongxiang ، تشجيانغ ، الصين - +86 573 89381086[email protected]
- التحميلاتكتيبات PDF
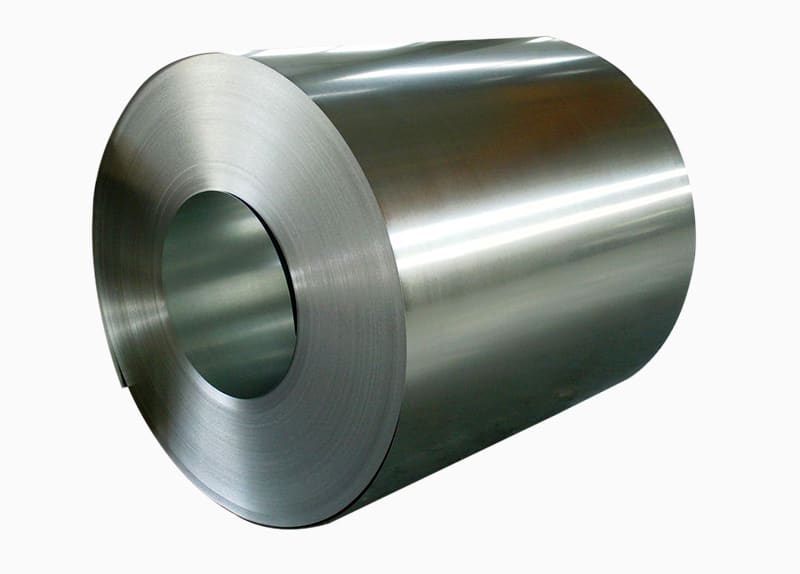
تبدأ رحلة الملف الفولاذي قبل فترة طويلة من وصوله إلى المصنع أو موقع البناء. يبدأ الأمر بالمواد الخام - خام الحديد، وفحم الكوك، والحجر الجيري - التي يتم تغذيتها في الفرن العالي حيث يتم صهرها وتحويلها إلى حديد خام سائل عند درجات حرارة تتجاوز 2700 درجة فهرنهايت (1480 درجة مئوية). يتم بعد ذلك نقل الحديد المنصهر إلى فرن الأكسجين الأساسي (BOF) أو فرن القوس الكهربائي (EAF)، حيث تتم إزالة الشوائب ويتم ضبط محتوى الكربون بعناية لإنتاج الفولاذ السائل بالتركيبة المطلوبة.
يتم صب الفولاذ السائل بشكل مستمر في ألواح سميكة - عادةً ما يتراوح سمكها بين 200 إلى 250 ملم ويصل عرضها إلى مترين. هذه الألواح هي نقطة البداية لجميع منتجات الصلب المدرفلة المسطحة، بما في ذلك الملفات. بعد الصب، تتم معالجة الألواح على الفور أو إعادة تسخينها في فرن إعادة تسخين الألواح قبل دخولها إلى مطحنة الشريط الساخن، وهي قطعة المعدات المسؤولة بشكل مباشر عن إنتاج لفائف الفولاذ المدرفلة على الساخن.
في مطحنة الشريط الساخن، يتم ضغط البلاطة المعاد تسخينها تدريجيًا بين سلسلة من حوامل التدحرج، كل واحدة منها تقلل من السمك بينما يطول الشريط ويسرع. بحلول الوقت الذي يخرج فيه الشريط من حوامل التشطيب، قد يكون يسير بسرعة 80 كم/ساعة أو أكثر وقد تم تقليله من لوح يبلغ سمكه 250 مم إلى شريط يصل سمكه إلى 1.5 مم. يتم بعد ذلك تبريد الشريط على طاولة التفريغ باستخدام رشاشات الماء الخاضعة للرقابة قبل أن يتم لفه في ملف بواسطة اللفة السفلية. تتم إدارة درجة حرارة اللف بعناية لأنها تؤثر بشكل مباشر على البنية المجهرية والخصائص الميكانيكية للمنتج النهائي.
يمكن بيع الملفات المدرفلة على الساخن مباشرة للعديد من التطبيقات، ولكن بالنسبة للاستخدامات التي تتطلب تفاوتات أكثر صرامة، أو جودة سطح أفضل، أو قوة أعلى، هناك حاجة إلى مزيد من المعالجة. يتم أولاً تخليل اللفائف المدلفنة على الساخن — من خلال تمريرها عبر حمام يحتوي على حمض الهيدروكلوريك أو حمض الكبريتيك — لإزالة مقياس الأكسيد من السطح. ينتج عن ذلك ملف مخلل ومزيت (P&O)، والذي يمكن استخدامه مباشرة أو إرساله إلى الدرفلة على البارد.
في مطحنة الدرفلة الباردة، يتم تقليل سمك الشريط المخلل بدرجة أكبر عند درجة حرارة الغرفة، عادةً بنسبة 50-90٪ من مقياسه الوارد. يؤدي هذا إلى تحسين التسطيح والتشطيب السطحي ودقة الأبعاد بشكل كبير، مع زيادة قوة الإنتاج أيضًا من خلال تصلب العمل. يتم بعد ذلك تلدين الملف المدلفن على البارد — تسخينه في فرن ذو جو متحكم فيه — لاستعادة الليونة المفقودة أثناء العمل البارد. يمكن لخطوط التلدين المستمرة الحديثة معالجة الملفات بسرعة عالية، بينما يتم استخدام التلدين الدفعي (باستخدام أفران الجرس) للمنتجات التي تتطلب مزاجًا ناعمًا للغاية.
بعد التلدين، تمر الملفات المدلفنة على البارد عادةً عبر مسار دحرجة معتدلة - تقليل الضوء بحوالي 0.5-2٪ - مما يلغي استطالة نقطة الخضوع (وهي ظاهرة من شأنها أن تسبب علامات سطحية تسمى خطوط Lüders أثناء التشكيل)، وتضبط تشطيب السطح واستواء الشريط. يمكن أيضًا معالجة الملفات التي بها عيوب في التسطيح من خلال خط تسوية التوتر، والذي يقوم بتمديد الشريط لإزالة الموجات أو مجموعة الملفات أو القوس والنشاب.
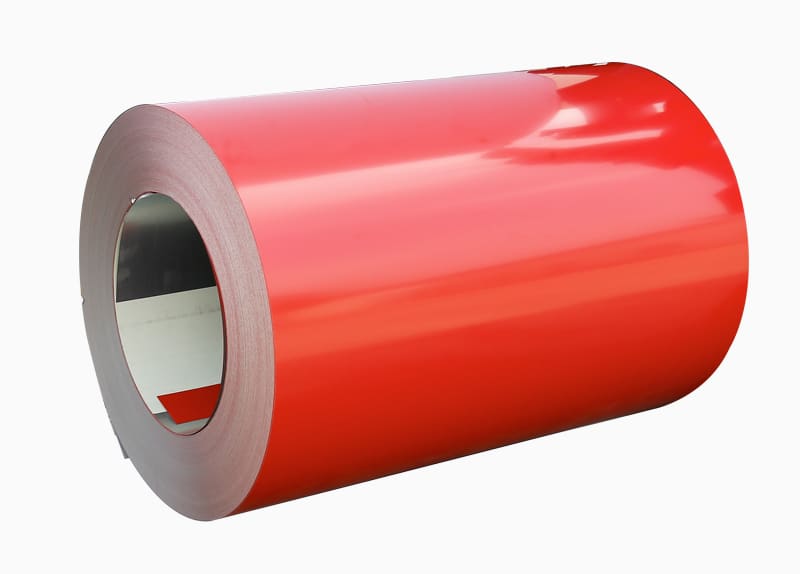
تتلقى نسبة كبيرة من الملفات الفولاذية المستخدمة في جميع أنحاء العالم طلاءًا واقيًا أو زخرفيًا قبل أن تصل إلى المستخدم النهائي. خطوط الطلاء عبارة عن عمليات مستمرة وعالية السرعة حيث يتم تنظيف الشريط الفولاذي ومعالجته مسبقًا وتغليفه وتجفيفه أو معالجته في مسار واحد عبر الخط. يحدد نوع الطلاء المطبق مقاومة التآكل، وقابلية التشكيل، وقابلية الطلاء، والمظهر السطحي للمنتج النهائي.
في خط الجلفنة بالغمس الساخن المستمر، يتم تنظيف الشريط الفولاذي وتُلدينه في جو وقائي قبل غمره في حمام من الزنك المنصهر عند درجة حرارة 460 درجة مئوية تقريبًا. عندما يخرج الشريط من وعاء الزنك، تقوم سكاكين الهواء بنفخ الزنك الزائد للتحكم في سمك الطلاء. يتراوح وزن طلاء الزنك - معبرًا عنه بالجرام لكل متر مربع (جم/م²) - من Z60 (60 جم/م²) للتطبيقات الداخلية خفيفة الوزن إلى Z275 (275 جم/م²) للاستخدامات الخارجية أو الهيكلية الصعبة. يرتبط الزنك معدنيًا بالسطح الفولاذي، مما يوفر حماية حاجزة بالإضافة إلى الحماية الكاثودية (الضحية) التي تمنع الصدأ من الانتشار حتى في حالة خدش الطلاء.
يعد طلاء اللفائف أحد أكثر عمليات الطلاء كفاءة في التصنيع. يمر الشريط الفولاذي عبر سلسلة من مراحل المعالجة الكيميائية المسبقة، وتطبيق التمهيدي، وتطبيق الطبقة النهائية باستخدام طبقات الطلاء، مع أفران المعالجة بين كل مرحلة. تتم العملية برمتها في تمريرة واحدة مستمرة بسرعات تصل إلى 200 متر في الدقيقة. والنتيجة هي ملف فولاذي مطلي مسبقًا بلمسة نهائية متينة ومتماسكة للغاية مما يلغي الحاجة إلى طلاء ما بعد التصنيع. تشمل الطلاءات البوليستر، وPVDF (فلوريد البولي فينيلدين)، وSMP (البوليستر المعدل بالسيليكون)، والبلاستيسول، ويقدم كل منها مقايضات مختلفة من حيث المرونة، ومقاومة الأشعة فوق البنفسجية، والمقاومة الكيميائية.
يتم تصنيف الملفات الفولاذية وفقًا للمعايير الوطنية والدولية التي تحدد التركيب الكيميائي المقبول، والخواص الميكانيكية، وتفاوتات الأبعاد، وجودة السطح. أنظمة المعايير الرئيسية التي ستواجهها هي:
| النظام القياسي | الأصل | أمثلة الصف المشترك | الاستخدام النموذجي |
| JIS (المعيار الصناعي الياباني) | اليابان | SPCC، SPCD، SGCC، SGHC | السيارات والأجهزة والبناء |
| EN (القاعدة الأوروبية) | أوروبا | DC01، DC04، DX51D، S355 | منتجات التشكيل العام والهيكلية والمطلية |
| ASTM (الجمعية الأمريكية للاختبار والمواد) | الولايات المتحدة الأمريكية | A1008، A1011، A653، A36 | منتجات البناء والصناعية والمجلفنة |
| GB (جوجيا بياوزون) | الصين | Q235، Q345، ST12، ST14 | الهيكلية، التشكيل على البارد، الرسم |
العديد من تسميات الدرجات هذه متكافئة بشكل أساسي من حيث أداء المواد، على الرغم من اختلاف اصطلاحات التسمية. على سبيل المثال، JIS SPCC، وEN DC01، وASTM A1008 CS Type B كلها من الفولاذ المدلفن على البارد ذو الجودة التجارية القياسية مع خصائص مشابهة إلى حد كبير. عند العمل عبر سلاسل التوريد الدولية، اطلب دائمًا الوثائق المرجعية أو اطلب من خبير المعادن الخاص بك تأكيد التكافؤ قبل استبدال الدرجات.

تعتبر الملفات الفولاذية العمود الفقري للتصنيع الحديث. إن التنوع الهائل للفولاذ المدلفن المسطح - بأشكاله ودرجاته وطلاءاته المختلفة - يعني أنه يظهر في كل قطاع من قطاعات الاقتصاد تقريبًا. وفيما يلي نظرة على مجالات التطبيق الأكثر أهمية:
تعد صناعة السيارات واحدة من أكبر المستهلكين للملفات الفولاذية في جميع أنحاء العالم. يتم ختم الملفات المدرفلة على البارد والمجلفنة على ألواح الجسم، وجلود الأبواب، والأغطية، والمصدات، والتعزيزات الهيكلية. تُستخدم ملفات الفولاذ عالية القوة وفائقة القوة (UHSS) - التي تتجاوز قوة إنتاجها 600 ميجا باسكال - بشكل متزايد في الأجزاء ذات الأهمية الحيوية للسلامة مثل الأعمدة B، وعوارض الأبواب، وتعزيزات المصد، حيث تمتص طاقة الاصطدام بينما تسمح لشركات صناعة السيارات بتقليل الوزن وتحقيق أهداف الاقتصاد في استهلاك الوقود.
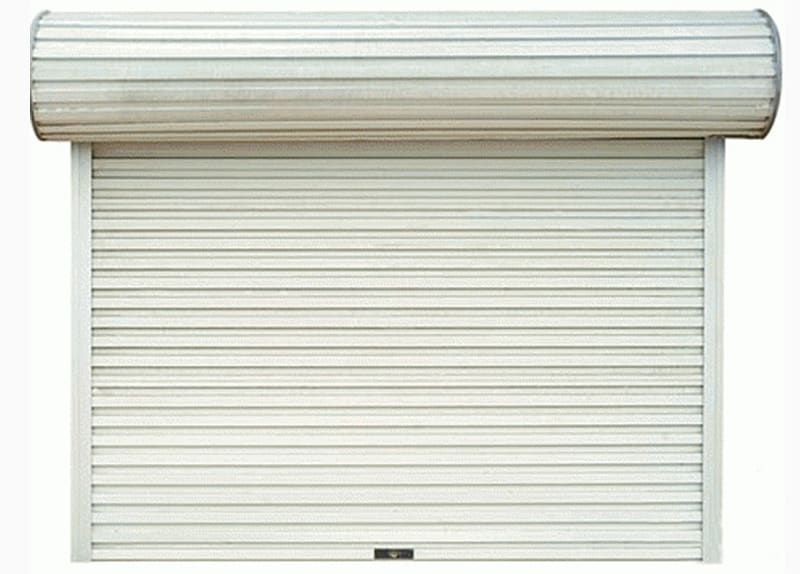
يتم تشكيل الملفات الفولاذية المجلفنة والمطلية مسبقًا إلى ألواح التسقيف، وتكسية الجدران، والمدادات، ومسامير الإطارات الفولاذية، والحشوات. يتم شق الملفات الهيكلية المدرفلة على الساخن وتشكيلها إلى أقسام مجوفة، وزوايا، وقنوات تستخدم في المباني ذات الهياكل الفولاذية، والمستودعات، والهياكل الصناعية. إن طلب قطاع البناء على الملفات المغلفة مدفوع بشكل كبير بالحاجة إلى أغلفة بناء طويلة الأمد ومنخفضة الصيانة في جميع الظروف المناخية.
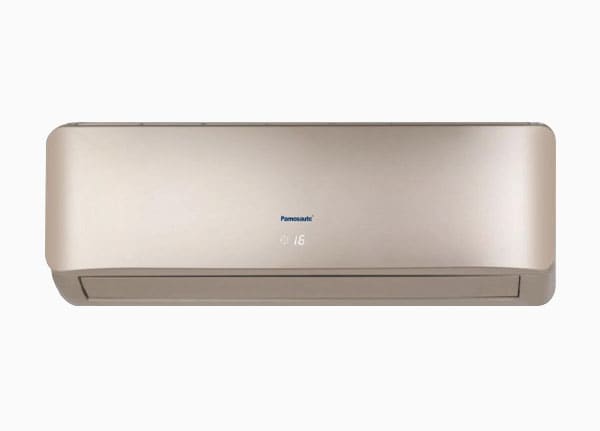
إن براميل الغسالات، وخزائن الثلاجة، وبطانات الفرن، وأغلفة مكيفات الهواء كلها مصنوعة من ملفات فولاذية مدلفنة على البارد أو مطلية مسبقًا. تتطلب صناعة الأجهزة جودة سطح متسقة وتفاوتات ضيقة في السماكة لضمان إمكانية تشكيل الألواح ولحامها وطلائها دون عيوب. أصبحت الملفات الفولاذية المطلية المقاومة لبصمات الأصابع - مع معالجة سطحية خاصة تقلل من علامات الأصابع المرئية - شائعة بشكل متزايد في تشطيبات الأجهزة المتميزة.
الصفيحة المقصدرة - الفولاذ المدرفل على البارد المطلي بطبقة رقيقة جدًا من القصدير - هي واحدة من منتجات الفولاذ المطلية الأصلية وتظل لا غنى عنها لعلب الأطعمة والمشروبات، وحاويات الأيروسول، وعلب الطلاء. يجب أن يكون الفولاذ المستخدم رقيقًا للغاية (يصل إلى 0.1 مم)، ومسطحًا جدًا، وخاليًا من عيوب السطح ليتم تشكيله بالسرعات العالية لخطوط تصنيع العلب الحديثة. كما يستخدم الفولاذ الخالي من القصدير (TFS)، المطلي بأكسيد الكروم بدلاً من القصدير، على نطاق واسع كبديل فعال من حيث التكلفة في التغليف غير الغذائي.
لفائف الصلب تلعب دورا متزايدا في قطاع الطاقة. يتم تثقيب الملفات الفولاذية الكهربائية - وهي شرائح ملفوفة على البارد مصنوعة من سبائك السيليكون مع خصائص مغناطيسية يتم التحكم فيها بعناية - في صفائح لقلب المحرك الكهربائي وقلب المحولات. مع تزايد عدد السيارات الكهربائية ومنشآت الطاقة المتجددة، يتسارع الطلب على ملفات الفولاذ الكهربائية عالية الكفاءة. يتم أيضًا تصنيع أنظمة تركيب الألواح الشمسية وأقسام أبراج الرياح وفولاذ خطوط الأنابيب من منتجات ملفوفة مسطحة.
حتى من المصانع ذات السمعة الطيبة، يمكن أن تحمل الملفات الفولاذية عيوبًا - بعضها موروث من عملية صناعة الصلب، والبعض الآخر يتم تقديمه أثناء الدرفلة أو الطلاء أو اللف. يساعدك التعرف على هذه العيوب في تحديد ما إذا كانت المادة صالحة للاستخدام، أو تحتاج إلى التخفيض، أو يجب رفضها. تشمل أنواع العيوب الأكثر شيوعًا ما يلي:
 رمز الاستجابة السريعة
رمز الاستجابة السريعة