- رقم 8 ، طريق zaolin ،
شارع longxiang ،
tongxiang ، تشجيانغ ، الصين - +86 573 89381086[email protected]
- التحميلاتكتيبات PDF
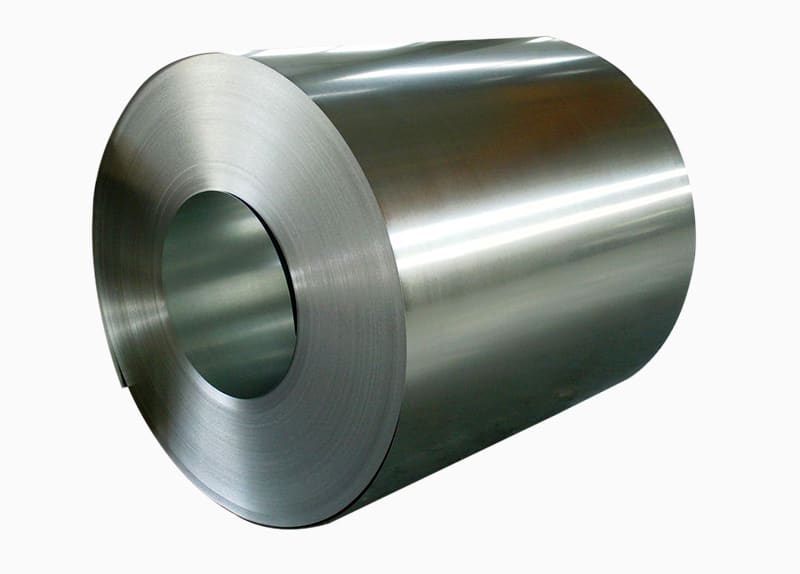
تعد الملفات الفولاذية المدرفلة على الساخن واحدة من أكثر أشكال الفولاذ استخدامًا في التصنيع والبناء الحديث. يتم إنتاج هذه اللفات الكبيرة من الصفائح الفولاذية من خلال عملية درفلة ذات درجة حرارة عالية والتي تخلق مادة متعددة الاستخدامات مناسبة لكل شيء بدءًا من هياكل البناء وحتى إطارات السيارات. إذا كنت تعمل في مجال البناء أو التصنيع أو تصنيع المعادن، فإن فهم ملفات الفولاذ المدرفلة على الساخن يمكن أن يساعدك على اتخاذ خيارات أفضل للمواد والتحكم في التكاليف وتحقيق نتائج فائقة في مشاريعك.
لفائف الصلب المدرفلة على الساخن يتم إنشاؤها من خلال عملية التصنيع التي تحول الفولاذ الخام إلى صفائح مسطحة ومرنة ملفوفة في ملفات ضخمة. تشير التسمية "المدلفنة على الساخن" إلى درجة الحرارة التي تتم عندها معالجة الفولاذ - أعلى من درجة حرارة إعادة البلورة، وعادةً ما تزيد عن 1700 درجة فهرنهايت. هذه المعالجة بالحرارة العالية هي ما يمنح الفولاذ المدلفن على الساخن خصائصه المميزة ويميزه عن البدائل المدرفلة على البارد.
تبدأ رحلة التصنيع في مصنع الصلب حيث يتم صهر المواد الخام بما في ذلك خام الحديد والفحم والحجر الجيري معًا في أفران الصهر لإنتاج الفولاذ المنصهر. يتم بعد ذلك صب هذا المعدن السائل في ألواح مستطيلة كبيرة تسمى الزهرات أو القضبان. يمكن لهذه المنتجات شبه المصنعة أن تزن عدة أطنان وتكون بمثابة نقطة البداية لعملية الدرفلة على الساخن.
بمجرد تشكيل الألواح، يتم إعادة تسخينها في أفران متخصصة إلى درجات حرارة تتجاوز 2000 درجة فهرنهايت حتى تتوهج باللون البرتقالي أو الأصفر الساطع. هذه الحرارة الشديدة تجعل الفولاذ طيعًا وجاهزًا للتدحرج. تمر الألواح الساخنة بعد ذلك عبر سلسلة من مصانع الدرفلة الضخمة التي تقلل سمكها تدريجيًا مع زيادة الطول. فكر في الأمر مثل فرد العجين، فكل تمريرة عبر البكرات تجعل الفولاذ أرق وأطول.
أثناء مرور الفولاذ عبر منصات درفلة متعددة، تضغط بكرات الضغط العالي وتشكله إلى صفائح أقل سمكًا تدريجيًا. يحدد عدد التمريرات والضغط المطبق السُمك النهائي للملف. تستخدم المطاحن الحديثة أدوات تحكم محوسبة للحفاظ على تفاوتات سمك دقيقة على طول الملف بالكامل، والذي يمكن أن يمتد لمئات الأقدام.
بعد تحقيق السماكة المطلوبة، تنتقل صفائح الفولاذ الساخنة عبر أسرة التبريد أو رشاشات الماء لخفض درجة الحرارة بطريقة يمكن التحكم فيها. تؤثر عملية التبريد هذه على الخواص الميكانيكية النهائية للصلب وبنية الحبوب. وأخيرًا، يتم لف الفولاذ المبرد إلى ملفات ضيقة باستخدام معدات اللف المتخصصة. يمكن أن تزن هذه الملفات النهائية ما بين 10 إلى 30 طنًا ويبلغ عرضها من 3 إلى 6 أقدام، وتكون جاهزة للشحن إلى الشركات المصنعة والمصنعين في جميع أنحاء العالم.
تمتلك الملفات الفولاذية المدرفلة على الساخن خواص فيزيائية وميكانيكية متميزة تنتج مباشرة عن معالجتها بدرجة حرارة عالية. يساعدك فهم هذه الخصائص على تحديد متى يكون الفولاذ المدلفن على الساخن هو الاختيار الصحيح لتطبيقك.
يعد التشطيب السطحي للفولاذ المدلفن على الساخن أحد أكثر ميزاته شهرة. نظرًا لأنه تتم معالجة الفولاذ في درجات حرارة عالية، تتشكل طبقة من مقياس أكسيد الحديد على السطح أثناء التبريد. يمنح هذا المقياس الفولاذ المدلفن على الساخن مظهره الخشن والمنقّر قليلاً ولونه الرمادي الداكن. في حين أن بعض التطبيقات تتطلب إزالة هذا الحجم من خلال التخليل أو السفع بالخردق، فإن العديد من الاستخدامات تتضمن هذه اللمسة النهائية الصناعية كما هي.
تكون تفاوتات الأبعاد في الفولاذ المدلفن على الساخن أكثر مرونة عمومًا من البدائل المدرفلة على البارد. تجعل المعالجة ذات درجة الحرارة العالية من الصعب الحفاظ على مواصفات السماكة والعرض الضيقة للغاية. تتراوح تفاوتات السماكة النموذجية من ±0.030 إلى ±0.060 بوصة اعتمادًا على سمك المادة ودرجتها. بالنسبة للتطبيقات التي تتطلب أبعادًا دقيقة، قد يكون من الضروري استخدام الفولاذ المدرفل على البارد أو المعالجة الإضافية.
تشتمل الخصائص الميكانيكية للفولاذ المدلفن على الساخن على ليونة جيدة وقابلية للتشكيل، مما يجعله مناسبًا للثني والختم وعمليات التصنيع الأخرى. تُظهر المادة قوة شد معتدلة تتراوح عادةً من 400 إلى 550 ميجا باسكال اعتمادًا على الدرجة المحددة. تختلف قوة الخضوع بالمثل بناءً على معلمات التركيب والمعالجة. هذه الخصائص تجعل الملفات المدرفلة على الساخن مثالية للتطبيقات الهيكلية حيث تكون القوة العالية مع قابلية التشغيل أمرًا ضروريًا.
تكون الضغوط الداخلية في حدها الأدنى في الفولاذ المدلفن على الساخن لأن المادة تبرد بشكل طبيعي بعد المعالجة دون الحاجة إلى عمل بارد إضافي. هذه الحالة الخالية من الإجهاد تجعل الفولاذ المدلفن على الساخن أقل عرضة للالتواء أو الارتداد أثناء التصنيع، وهو ما يعد ميزة كبيرة عند تشكيل أجزاء كبيرة أو أشكال معقدة.
تتوفر الملفات الفولاذية المدرفلة على الساخن في العديد من الدرجات والمواصفات المصممة لمختلف التطبيقات ومتطلبات الأداء. يضمن اختيار الدرجة المناسبة أن يلبي مشروعك الأهداف الهيكلية وقابلية التشكيل والتكلفة.
| تعيين الصف | الخصائص الأولية | التطبيقات النموذجية |
| أ36 | الفولاذ الهيكلي العام، قابلية اللحام الجيدة، إنتاجية 36 كيلو لكل بوصة مربعة | المباني والجسور والتصنيع العام |
| أستم A1011 | صفائح الفولاذ الكربوني المدرفلة على الساخن، بمستويات قوة مختلفة | قطع غيار السيارات والأجهزة والمباني المعدنية |
| HSLA (A572) | سبائك منخفضة القوة عالية، إنتاجية 50-65 كيلو لكل بوصة مربعة، صلابة محسنة | المعدات الثقيلة، أوعية الضغط، الدعامات الهيكلية |
| سس الصف 40 | الجودة الهيكلية، الحد الأدنى للإنتاجية 40 كيلو لكل بوصة مربعة، الدرجة الاقتصادية | تأطير المكونات الهيكلية غير الحرجة |
| CS النوع ب | الجودة التجارية، قابلية التشكيل المعتدلة | الرفوف، والمرفقات، والتطبيقات الخفيفة |
| DDS (جودة الرسم) | قابلية تشكيل ممتازة لعمليات الرسم العميق | ألواح جسم السيارة، الأجزاء المشكلة بشكل معقد |
بالإضافة إلى هذه الدرجات القياسية، فإن الملفات المتخصصة المدرفلة على الساخن تخدم احتياجات الصناعة المحددة. تعمل درجات الفولاذ المقاومة للعوامل الجوية مثل A588 على تطوير طبقة واقية من الصدأ تلغي الحاجة إلى الطلاء في التطبيقات الخارجية. توفر الدرجات المقاومة للتآكل مثل AR400 أو AR500 صلابة استثنائية لتطبيقات مثل أسِرَّة الشاحنات القلابة أو معدات التعدين حيث تكون مقاومة التآكل أمرًا بالغ الأهمية.
يتراوح سمك الملفات المدرفلة على الساخن عادةً من 0.050 بوصة (1.27 مم) إلى 0.500 بوصة (12.7 مم) أو أكثر، على الرغم من أن النطاق الأكثر شيوعًا يقع بين 0.075 و0.250 بوصة. توفر المقاييس الرقيقة قابلية تشكيل أفضل بينما توفر المواد السميكة قدرة هيكلية أكبر. يتراوح العرض من 24 بوصة إلى أكثر من 72 بوصة، مع كون 48 و60 بوصة من الأحجام القياسية التي تقلل من الهدر في العديد من التطبيقات.
يمثل الاختيار بين الملفات الفولاذية المدرفلة على الساخن والملفوفة على البارد أحد أهم القرارات الأساسية في اختيار المعادن. تخلق كل طريقة معالجة خصائص مميزة تناسب التطبيقات المختلفة، وفهم هذه الاختلافات يمنع الأخطاء المكلفة في مواصفات المواد.
درجة الحرارة أثناء المعالجة هي التمييز الأساسي. يتم تشكيل الفولاذ المدرفل على الساخن عند درجات حرارة أعلى من 1700 درجة فهرنهايت بينما تظل المادة في حالة طرية. وعلى العكس من ذلك، تتم معالجة الفولاذ المدلفن على البارد في درجة حرارة الغرفة بعد البدء بالملفات المدرفلة على الساخن. يعمل هذا العمل البارد على تقوية الفولاذ من خلال تصلب الضغط ويسمح بتحكم أكثر إحكامًا في الأبعاد.
تختلف جودة تشطيب السطح بشكل كبير بين الاثنين. يتميز الفولاذ المدلفن على الساخن بسطح خشن متقشر تم إنشاؤه بواسطة الأكسدة ذات درجة الحرارة العالية. يتمتع الفولاذ المدلفن على البارد بلمسة نهائية ناعمة ونظيفة بمظهر مشرق لأنه تتم إزالة المقياس أثناء المعالجة وتخضع المادة لخطوات تشطيب إضافية. إذا كان تطبيقك يتطلب الطلاء أو الطلاء أو المظهر المصقول، فإن الفولاذ المدرفل على البارد يوفر سطحًا أفضل للبدء.
دقة الأبعاد تفضل بشدة المنتجات المدرفلة على البارد. تتيح معالجة درجة حرارة الغرفة للمصنعين الاحتفاظ بتفاوتات أكثر صرامة، مع اختلافات في السماكة تصل إلى ±0.005 بوصة مقارنة بـ ±0.030 بوصة أو أكثر للدرفلة على الساخن. تستفيد التطبيقات التي تتطلب تركيبات دقيقة أو نصف قطر انحناء ثابت أو مظهر موحد من التحكم الفائق في الأبعاد للفولاذ المدرفل على البارد.
تفضل اعتبارات التكلفة عمومًا الفولاذ المدلفن على الساخن لأنه يتطلب خطوات معالجة أقل وطاقة أقل لإنتاجه. عادة ما تكون تكلفة اللفائف المدرفلة على الساخن أقل بنسبة 10-20% من المواد المدرفلة على البارد المكافئة. بالنسبة للمشاريع الهيكلية الكبيرة التي لا يكون فيها تشطيب السطح والتفاوتات الصارمة أمرًا بالغ الأهمية، يوفر الفولاذ المدلفن على الساخن وفورات كبيرة في التكلفة دون التضحية بالأداء.
تختلف خصائص القوة والصلابة باختلاف طرق المعالجة. يعتبر الفولاذ المدلفن على البارد أصعب وأقوى من الفولاذ المدلفن على الساخن من نفس الدرجة بسبب تصلب العمل أثناء المعالجة الباردة. ومع ذلك، فإن هذه القوة المتزايدة تأتي مع انخفاض الليونة، مما يجعل الفولاذ المدلفن على البارد أكثر عرضة للتشقق أثناء عمليات التشكيل القاسية. مزيج الفولاذ المدلفن على الساخن من القوة المعتدلة والليونة الممتازة يجعله مثاليًا للتطبيقات التي تتضمن تشكيلًا أو ثنيًا كبيرًا.
تعمل الملفات الفولاذية المدرفلة على الساخن كمواد خام أساسية في كل قطاع صناعي تقريبًا. إن تنوعها وقوتها وفعاليتها من حيث التكلفة يجعلها لا غنى عنها لعدد لا يحصى من التطبيقات بدءًا من مشاريع البنية التحتية الضخمة وحتى المنتجات الاستهلاكية اليومية.
تمثل صناعة البناء والتشييد أكبر مستهلك للملفات الفولاذية المدرفلة على الساخن. يعتمد الفولاذ الإنشائي للمباني والجسور والبنية التحتية بشكل كبير على المنتجات المدرفلة على الساخن. يقوم مصنعو المباني المعدنية بتحويل الملفات المدرفلة على الساخن إلى ألواح الجدران، والأسقف، وأعضاء الإطارات الهيكلية. تسمح نسبة القوة إلى الوزن العالية للمادة للمهندسين بتصميم هياكل فعالة تقلل من استخدام المواد مع تلبية متطلبات الحمل. تبدأ مواد التسليح والعوارض الداعمة ومكونات الأساس عادةً كملفات مدرفلة على الساخن.
يستهلك تصنيع السيارات كميات هائلة من الفولاذ المدلفن على الساخن لإطارات المركبات، ومكونات الهيكل، والتعزيزات الهيكلية. في حين أن ألواح الجسم الخارجية تستخدم عادة الفولاذ المدلفن على البارد أو المطلي لجودة السطح، فإن الهيكل الأساسي لمعظم المركبات يشتمل على الفولاذ المدلفن على الساخن لقوته وقابليته للتشكيل. تستفيد إطارات الشاحنات، والأعضاء المتقاطعة، ومكونات التعليق بشكل خاص من مزيج الفولاذ المدرفل على الساخن من المتانة والفعالية من حيث التكلفة.
يبدأ إنتاج الأنابيب والأنابيب بملفات مدرفلة على الساخن يتم تقطيعها إلى شرائح ثم تشكيلها إلى مقاطع مستديرة أو على شكل معين. تستخدم كل من عمليات تصنيع الأنابيب الملحومة وغير الملحومة الفولاذ المدرفل على الساخن كمواد خام. خطوط أنابيب النفط والغاز، والأنابيب الهيكلية، والأنابيب الميكانيكية، وعدد لا يحصى من المنتجات الأنبوبية الأخرى تعود أصولها إلى لفائف الفولاذ المدرفلة على الساخن.
يعتمد مصنعو المعدات والآلات الثقيلة على الفولاذ المدلفن على الساخن في كل شيء بدءًا من شفرات الجرافات وحتى إطارات الأدوات الزراعية. تقاوم المادة إساءة استخدام معدات تحريك التربة وآلات التعدين ومعدات الإنتاج الصناعي. تتفوق الدرجات المدرفلة على الساخن المقاومة للتآكل بشكل خاص في التطبيقات التي تتضمن الصدمات أو التآكل أو الأحمال الثقيلة.
في حين يمكن استخدام لفائف الفولاذ المدرفلة على الساخن في حالتها المدرفلة للعديد من التطبيقات، فإن المعالجات السطحية المختلفة تعمل على تحسين الأداء أو المظهر أو مقاومة التآكل. يساعدك فهم هذه الخيارات على تحديد إعداد السطح المناسب لمتطلباتك المحددة.
يقوم التخليل بإزالة قشور الطحن من الفولاذ المدرفل على الساخن من خلال حمام كيميائي، عادةً باستخدام حمض الهيدروكلوريك أو حمض الكبريتيك. تكشف هذه العملية عن الفولاذ النظيف تحته، مما يخلق سطحًا رماديًا غير لامع خالٍ من الأكسدة. بعد التخليل، يتلقى الفولاذ طبقة زيتية خفيفة لمنع الصدأ أثناء التخزين والشحن. يوفر الفولاذ المدلفن على الساخن المخلل والمزيت، والذي يسمى غالبًا HRPO، سطحًا ممتازًا للحام أو الطلاء أو المعالجة الإضافية. إنها تكلف أكثر قليلاً من الفولاذ المدرفل على الساخن القياسي ولكنها أقل بكثير من الفولاذ المدلفن على البارد مع توفير سطح بداية أنظف.
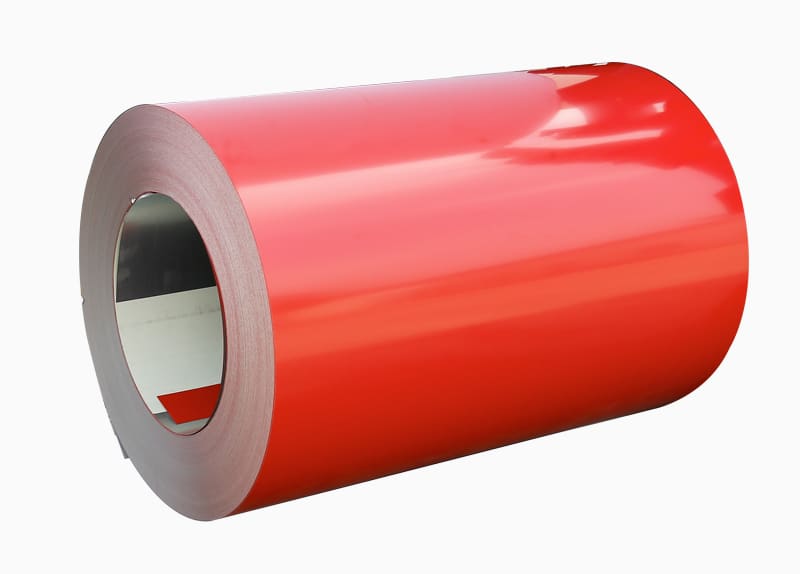
يمكن جلفنة الملفات المدلفنة على الساخن عن طريق غمرها في الزنك المنصهر لتكوين طبقة واقية. يوفر هذا الفولاذ المجلفن المدرفل على الساخن، والذي يُطلق عليه غالبًا اسم "المجلفن" عند معالجته بالحرارة بعد الطلاء، مقاومة ممتازة للتآكل للتطبيقات الخارجية. يضحي طلاء الزنك بنفسه لحماية الفولاذ الأساسي من الصدأ والأكسدة. تحظى الملفات المجلفنة المدرفلة على الساخن بشعبية كبيرة في الأسقف والجوانب ومجاري الهواء وأي تطبيق يتعرض للطقس أو الرطوبة.
تستخدم عملية إزالة الترسبات الكلسية ميكانيكيًا من خلال السفع بالخردق جزيئات فولاذية أو سيراميكية عالية السرعة لإزالة قشور الطحن فعليًا وإنشاء مظهر سطحي محكم. تعمل هذه المعالجة على تحضير الفولاذ لتطبيقات الطلاء من خلال توفير سطح خشن يعمل على تحسين التصاق الطلاء. يعد السفع بالخردق أمرًا شائعًا بالنسبة للفولاذ الهيكلي الذي سيتم طلاؤه ميدانيًا أو للتطبيقات التي تتطلب معلمات محددة لخشونة السطح.
يقوم العديد من المصنعين بتطبيق الطلاء أو مسحوق الطلاء على الأجزاء الفولاذية المدرفلة على الساخن بعد التصنيع. يضمن الإعداد المناسب للسطح، بما في ذلك التنظيف وإزالة الشحوم وتطبيق طلاءات التحويل في بعض الأحيان، التصاقًا جيدًا للطلاء وحماية طويلة الأمد من التآكل. أصبح طلاء المسحوق ذو شعبية متزايدة بسبب متانته وفوائده البيئية واختياره الواسع للألوان.
يتطلب شراء لفائف الصلب المدرفلة على الساخن فهم ديناميكيات السوق وآليات التسعير والخدمات اللوجستية العملية التي تؤثر على إجمالي تكلفة الشراء. يمكن لاستراتيجيات الشراء الذكية أن تحقق وفورات كبيرة مع ضمان توفر المواد عند الحاجة إليها.
تتقلب أسعار المعادن الأساسية باستمرار بناءً على العرض والطلب العالمي، وتكاليف المواد الخام، والظروف الاقتصادية. يتم تحديد أسعار الصلب عادةً بالطن أو لكل مائة وزن (cwt) وتختلف حسب المنطقة والمطحنة وظروف السوق الحالية. وتشمل العوامل الرئيسية التي تؤثر على الأسعار تكاليف خام الحديد، وأسعار الطاقة، وتوافر الخردة المعدنية، وسياسات التجارة الدولية بما في ذلك التعريفات الجمركية والحصص.
تضيف الإضافات والرسوم الإضافية إلى السعر الأساسي ويمكن أن تؤثر بشكل كبير على التكلفة الإجمالية. تشمل الرسوم الإضافية الشائعة إضافات السبائك لتركيبات كيميائية محددة، وإضافات الحجم للعروض أو السُمك غير القياسية، وإضافات الكمية للطلبات الصغيرة، وإضافات المعالجة للمعالجات السطحية الخاصة. تطبق بعض المطاحن أيضًا رسومًا إضافية على الوقود أو رسوم الشحن أو الرسوم الأخرى التي تختلف باختلاف ظروف السوق. اطلب دائمًا أسعارًا مفصلة تفصل هذه المكونات حتى تتمكن من مقارنة عروض الأسعار بدقة.
تؤثر كمية الطلب بشكل كبير على تسعير الوحدة. تفضل مصانع الصلب إنتاج كميات كبيرة من نفس المواصفات لتحقيق أقصى قدر من الكفاءة، لذلك تحمل الطلبات الصغيرة عادةً أسعارًا متميزة. تختلف نقاط التوقف حسب المصنع، لكن الطلبات التي تتراوح من 20 إلى 40 طنًا أو أكثر بشكل عام مؤهلة للحصول على أسعار أفضل من الكميات الأصغر. ومع ذلك، قم بموازنة الخصومات على الحجم مقابل تكاليف حمل المخزون ومخاطر التقادم - فشراء أكثر مما يمكنك استخدامه في إطار زمني معقول قد يؤدي إلى إبطال المدخرات الواضحة.
تختلف المهل الزمنية بناءً على ما إذا كنت تطلب الشراء مباشرة من المصنع أو من مركز الخدمة. تتطلب الطلبات المباشرة للمطحنة عادةً من 6 إلى 12 أسبوعًا للإنتاج والتسليم، بينما تقوم مراكز الخدمة بتخزين الأحجام الشائعة للتوفر الفوري. تضيف مراكز الخدمة علامات على أسعار المطاحن ولكنها تقدم خدمات قيمة بما في ذلك القطع حسب الطول، والتقطيع، والحد الأدنى من الكميات.
تقدم كل من استراتيجيات العقود مقابل الشراء الفوري مزايا. العقود طويلة الأجل تقيد التسعير لعمليات التسليم المتعددة على مدى أشهر أو سنوات، مما يحمي من ارتفاع الأسعار ولكن من المحتمل أن يضيع الفرص عندما تنخفض الأسعار. يوفر الشراء الفوري مرونة في عمليات الشراء بالوقت خلال الأسواق المواتية ولكنه يعرضك لتقلبات الأسعار. تستخدم العديد من الشركات أساليب هجينة، حيث تتعاقد على تلبية الاحتياجات الأساسية بينما تقوم بالشراء الفوري للطلب المتغير.
إن التخزين والتعامل المناسبين مع الملفات الفولاذية المدرفلة على الساخن يحمي استثمارك ويضمن بقاء المادة في حالة جيدة حتى الاستخدام. تتطلب هذه الأجسام الضخمة والثقيلة احتياطات محددة لمنع الضرر والإصابات وتدهور الجودة.
يتطلب تخزين الملف مساحة كافية وهياكل دعم مناسبة. قم بتخزين الملفات في وضع مستقيم على سروج خشبية أو معدنية تعمل على توزيع الوزن بالتساوي وتمنع التحميل النقطي الذي قد يؤدي إلى تشويه الملف. لا تقم مطلقًا بتكديس الملفات أفقيًا لأن الوزن يمكن أن يسبب سحقًا دائمًا للأغلفة الداخلية. حافظ على مسافة لا تقل عن 6 بوصات بين الأرض وأسفل الملف لمنع تراكم الرطوبة وتكوين الصدأ. يعد التخزين الداخلي مثاليًا، ولكن إذا كان التخزين الخارجي ضروريًا، فقم بتغطية الملفات بقماش مقاوم للماء مع السماح بتدوير الهواء لمنع التكثيف.
التحكم البيئي يمنع مشاكل التآكل والجودة. السطح العاري للفولاذ المدلفن على الساخن يكون عرضة للصدأ عند تعرضه للرطوبة. الحفاظ على مناطق التخزين بمستوى رطوبة أقل من 50% قدر الإمكان والتأكد من التهوية الجيدة لمنع التكثيف. حتى الملفات المغطاة بالزيت يمكن أن تصاب بالصدأ إذا تم تخزينها في ظروف رطبة لفترات طويلة. تستخدم بعض العمليات مزيلات الرطوبة أو إضافات مانعة للتآكل في مناطق التخزين التي تتعامل مع المواد الهامة.
تعد إجراءات المناولة الآمنة ضرورية نظرًا لوزن وحجم الملفات الفولاذية. يزن الملف النموذجي 15-30 طنًا، ويتطلب رافعات علوية، أو رافعات لفائف، أو معدات متخصصة للحركة. لا تستخدم أبدًا الاختناقات أو الرافعات التي يمكن أن تلحق الضرر بحواف الملف أو تتسبب في تحول الحمل بشكل غير متوقع. توفر ماسكات الملفات أو الخطافات على شكل حرف C المصممة خصيصًا للتعامل مع الملفات طريقة الرفع الأكثر أمانًا. تأكد من تصنيف جميع معدات الرفع لوزن الملف مع عوامل السلامة الكافية.
يتضمن تحويل لفائف الفولاذ المدرفلة على الساخن إلى منتجات نهائية عمليات تصنيع مختلفة، ولكل منها اعتبارات محددة لتحقيق أفضل النتائج. إن فهم كيفية تصرف الفولاذ المدلفن على الساخن أثناء العمليات المختلفة يساعدك على تخطيط الإنتاج الفعال وتجنب المشكلات الشائعة.
يقوم الحز بتحويل الملفات الرئيسية إلى عروض أضيق لتطبيقات محددة. تستخدم خطوط الحز عالية السرعة سكاكين دائرية لقطع الملفات بالطول أثناء إعادة لف المواد إلى ملفات أصغر متعددة. تعتمد جودة الحافة على حدة الشفرة والإعداد المناسب - فالشفرات الباهتة تخلق نتوءات تتطلب عمليات إزالة الأزيز الثانوية. يمكن أن يؤدي مقياس الفولاذ المدرفل على الساخن إلى تسريع تآكل الشفرة، لذلك قد تكون التغييرات المتكررة للشفرة أو أدوات الكربيد ضرورية للتقطيع بكميات كبيرة.
القطع حسب الطول يحول الملف إلى صفائح مسطحة ذات أبعاد محددة. تعمل الخطوط المقطوعة حسب الطول على فك المواد وتسويتها وقصها إلى صفائح يتم تكديسها لسهولة التعامل معها وإجراء مزيد من المعالجة. تكون الضغوط الداخلية للفولاذ المدرفل على الساخن في حدها الأدنى، لذلك يتم وضع الصفائح المقطوعة بشكل عام بشكل مسطح دون تجعيد أو حدبة مفرطة. ومع ذلك، يمكن أن يكون السطح الخشن كاشطًا لبكرات التغذية ومعدات التسوية، مما يتطلب صيانة متكررة أكثر من المعالجة المدرفلة على البارد.
تعمل عمليات التشكيل بما في ذلك الثني والختم والتشكيل بشكل جيد مع الفولاذ المدلفن على الساخن بفضل ليونته الممتازة. إن نعومة المادة مقارنة بالفولاذ المدلفن على البارد تقلل من قوى التشكيل وتآكل الأدوات. ومع ذلك، يمكن أن يؤثر تشطيب السطح الخشن على المظهر في المناطق المرئية وقد يؤدي إلى ظهور علامات على القوالب أو تشكيلها. يكون الإرجاع الزنبركي عمومًا أقل مشكلة مع الفولاذ المدلفن على الساخن مقارنةً بالفولاذ المدلفن على البارد، مما يبسط حسابات زاوية الانحناء.
تتم عملية لحام الفولاذ المدلفن على الساخن بسلاسة مع معظم عمليات اللحام الشائعة بما في ذلك MIG، وTIG، والعصا، وقلب التدفق. يجب إزالة القشور السطحية من مناطق اللحام من خلال الطحن أو تنظيف الأسلاك أو التخليل لضمان اللحام السليم. عادة ما يكون التركيب الكيميائي للفولاذ المدلفن على الساخن واضحًا بدون محتوى عالي من السبائك، مما يجعله صديقًا للحام مع الإجراءات القياسية. قد يكون التسخين المسبق ضروريًا للأقسام السميكة أو الدرجات عالية الكربون لمنع التشقق.
تقع خصائص تصنيع الفولاذ المدرفل على الساخن بين درجات التصنيع الحر والسبائك التي يصعب تصنيعها. يتم قطع المواد بشكل جيد باستخدام أدوات كربيد أو فولاذية عالية السرعة. يمكن أن يؤدي السطح الخشن والمقياس المحتمل إلى إضعاف أدوات القطع بشكل أسرع من تصنيع المواد المخللة أو المدرفلة على البارد. توقع عمرًا متوسطًا للأداة وخطط لتغييرات الأداة وفقًا لذلك في عمليات المعالجة كبيرة الحجم.
يتطلب ضمان تلبية الملفات الفولاذية المدرفلة على الساخن للمواصفات مراقبة الجودة بشكل منهجي طوال فترة الإنتاج وعند الاستلام. تتحقق طرق الاختبار والفحص هذه من خصائص المواد وتحديد العيوب قبل أن تسبب مشاكل في التصنيع أو الخدمة.
يؤكد تحليل التركيب الكيميائي أن الفولاذ يلبي مواصفات الدرجة الخاصة بمحتوى الكربون والمنغنيز والكبريت والفوسفور وعناصر صناعة السبائك الأخرى. تقوم المطاحن عادةً بإجراء تحليل طيفي أثناء الإنتاج وتقدم تقارير اختبار مطحنة معتمدة توثق التركيب. عندما تتطلب التطبيقات الهامة التحقق، فإن الاختبارات المعملية المستقلة باستخدام التحليل الطيفي للانبعاث البصري أو مضان الأشعة السينية توفر تأكيدًا.
يقوم اختبار الخصائص الميكانيكية بتقييم قوة الشد، وقوة الخضوع، والاستطالة من خلال إجراءات موحدة. تخضع عينات الاختبار المقطوعة من عينات الملف لاختبار الشد لقياس هذه الخصائص. يجب أن تقع النتائج ضمن النطاقات المحددة للصف. يوفر اختبار الصلابة باستخدام طرق Rockwell أو Brinell فحصًا سريعًا للقوة النسبية والاتساق عبر الملف.
يتحقق فحص الأبعاد من السُمك والعرض والتسطيح الذي يتوافق مع التفاوتات. يتم قياس مقاييس السُمك عند نقاط متعددة عبر العرض للكشف عن التاج أو ترقق الحواف. تؤكد قياسات العرض أن الملف يطابق الأبعاد المطلوبة. يمكن تقييم التسطيح بصريًا أو باستخدام معدات متخصصة عند الضرورة. يتحقق فحص حالة الحافة من الانقسامات أو الشقوق أو التموج المفرط الذي قد يسبب مشاكل في المعالجة.
يحدد فحص جودة السطح العيوب مثل فقدان الحجم أو الحفر أو الخدوش أو الصدأ التي قد تؤثر على المنتج النهائي. على الرغم من أن الفولاذ المدرفل على الساخن له سطح خشن بطبيعته، إلا أن العيوب المفرطة التي تتجاوز نطاق الطحن العادي غير مقبولة. يتم الفحص عادةً أثناء فك اللفائف أو المعالجة الأولى عندما يمكن فحص السطح بالكامل. قد تستدعي العيوب الشديدة الرفض أو تعديل السعر.
توفر شهادات المطاحن ووثائق التتبع سجلات الجودة الأساسية. تفصل تقارير اختبار الطاحونة المعتمدة التركيب الكيميائي، والخواص الميكانيكية، وإجراءات الاختبار لكل ملف أو مجموعة إنتاج. يدعم الحفاظ على هذه المستندات أنظمة الجودة ومتطلبات العملاء والامتثال التنظيمي. تتيح الأرقام الحرارية المختومة أو المطلية على الملفات إمكانية إرجاع المواد إلى دفعات إنتاج محددة في حالة ظهور مشكلات.
تشارك الملفات الفولاذية المدرفلة على الساخن في واحدة من أنجح أنظمة إعادة التدوير في مجال التصنيع. إن فهم الجوانب البيئية لإنتاج الصلب وإعادة تدويره يساعد الشركات على تحقيق أهداف الاستدامة مع إمكانية خفض التكاليف.
يمكن إعادة تدوير الفولاذ بشكل لا نهائي دون تدهور الجودة، مما يعني أنه يمكن إعادة صهر الفولاذ الخردة وإعادة تشكيله إلى منتجات جديدة إلى أجل غير مسمى. يتم في نهاية المطاف إعادة تدوير ما يقرب من 90% من الفولاذ المستخدم في تطبيقات البناء والسيارات بدلاً من دفنه في مكب النفايات. إن معدل إعادة التدوير الاستثنائي هذا يجعل الفولاذ واحدًا من أكثر المواد الهيكلية المتوفرة مسؤولية بيئيًا.
تستخدم مصانع الصلب الحديثة محتوى معاد تدويره بشكل كبير في الإنتاج. يمكن لمطاحن فرن القوس الكهربائي (EAF) إنتاج الفولاذ من ما يقرب من 100% من مدخلات الخردة، بينما تشتمل المطاحن المتكاملة التي تستخدم الأفران العالية عادةً على 25-40% من الخردة إلى جانب خام الحديد الخام. يقلل هذا المحتوى المعاد تدويره من استهلاك الطاقة وانبعاثات الغازات الدفيئة واستخراج الموارد الطبيعية مقارنة بإنتاج الفولاذ بالكامل من المواد الخام.
لقد تحسنت كفاءة الطاقة في الدرفلة على الساخن بشكل كبير من خلال التقدم التكنولوجي. تعمل أنظمة استعادة الحرارة على التقاط الحرارة المهدرة من عمليات الدرفلة والتبريد. تعمل العمليات التي يتم التحكم فيها بواسطة الكمبيوتر على تحسين ملفات تعريف درجة الحرارة والجداول الزمنية للتقليل من استخدام الطاقة. تستهلك المصانع الحديثة طاقة أقل بنسبة 50% تقريبًا لكل طن من الفولاذ المنتج مقارنة بالعمليات التي تمت منذ عدة عقود مضت.
يجب أن يأخذ تخطيط نهاية العمر في الاعتبار كيفية إعادة تدوير منتجات الفولاذ المدرفلة على الساخن. تصميم مبادئ التفكيك يجعل من السهل فصل المكونات الفولاذية عن المواد الأخرى أثناء الهدم أو التخريد. يؤدي تجنب المواد المركبة التي يصعب فصلها إلى زيادة معدلات إعادة التدوير. يمكن أن يؤثر اختيار الطلاء والطلاء أيضًا على إمكانية إعادة التدوير، حيث تعمل بعض الطلاءات على تعقيد عملية إعادة التدوير بينما يكون للبعض الآخر تأثير ضئيل.
تعمل إدارة الخردة أثناء التصنيع على استعادة المواد القيمة وتقليل تكاليف التخلص من النفايات. إن القطع المقطوعة والأجزاء المرفوضة وخردة المعالجة جميعها لها قيمة بالنسبة لتجار الخردة. إن تنظيم الخردة حسب الدرجة وإبقائها خالية من التلوث يزيد من القيمة. يحقق العديد من المصنعين إيرادات كبيرة من مبيعات الخردة التي تعوض تكاليف المواد الخام.
تستمر صناعة الصلب المدلفن على الساخن في التطور من خلال الابتكارات التكنولوجية ومتطلبات السوق المتغيرة ومبادرات الاستدامة. إن البقاء على دراية بهذه الاتجاهات يساعد الشركات المصنعة على توقع التغييرات والاستفادة من الفرص الجديدة.
تتوسع درجات الفولاذ المتقدمة عالية القوة (AHSS) إلى ما هو أبعد من التطبيقات المدرفلة على البارد إلى المنتجات المدرفلة على الساخن. يحقق هذا الفولاذ المتخصص قوة أعلى بوزن أقل من خلال صناعة السبائك الدقيقة والمعالجة الحرارية. يجمع الجيل الثالث من نظام AHSS بين القوة الاستثنائية وقابلية التشكيل المحسنة، مما يتيح هياكل أخف وزنًا تحافظ على السلامة والمتانة أو تحسنهما. تحدد تطبيقات السيارات والبناء هذه المواد بشكل متزايد لتحقيق أهداف خفض الوزن والأداء.
يُحدث التحول الرقمي وتقنيات الصناعة 4.0 ثورة في إنتاج الصلب. تعمل أنظمة المراقبة في الوقت الفعلي على تتبع كل جانب من جوانب العمليات المتداولة، مما يتيح إجراء تعديلات فورية للحفاظ على الجودة. تتوقع خوارزميات الصيانة التنبؤية أعطال المعدات قبل حدوثها، مما يقلل من وقت التوقف عن العمل. يعمل الذكاء الاصطناعي على تحسين الجداول الزمنية المتداولة، والتنبؤ بخصائص المواد، وتحسين الإنتاجية. تعمل هذه التقنيات على زيادة الإنتاجية مع تحسين اتساق المنتج.
تعمل مبادرات الاستدامة على إحداث تغييرات في عمليات صناعة الصلب وعروض المنتجات. وتَعِد عمليات الاختزال المباشر القائمة على الهيدروجين بإنتاج الصلب الكربوني بنسبة تقترب من الصفر، على الرغم من أن التنفيذ على نطاق تجاري لا يزال على بعد سنوات. قد تتيح تقنيات احتجاز الكربون وعزله الاستمرار في استخدام الأفران العالية التقليدية مع تقليل الانبعاثات بشكل كبير. تقدم المطاحن بشكل متزايد منتجات ذات محتوى معاد تدويره معتمد ووثائق البصمة الكربونية لدعم تقارير الاستدامة للعملاء.
يساعد تحسين سلسلة التوريد من خلال تحسين الخدمات اللوجستية وإدارة المخزون المطاحن ومراكز الخدمة على الاستجابة بشكل أسرع لاحتياجات العملاء. تعمل أنظمة التسليم في الوقت المناسب على تقليل متطلبات مخزون العملاء مع ضمان توفر المواد. وتظهر الأسواق الرقمية التي تربط بين المشترين والبائعين بشكل أكثر كفاءة، مما قد يؤدي إلى خفض تكاليف المعاملات وتحسين شفافية الأسعار.
تستمر تحولات القدرات العالمية في إعادة تشكيل المشهد التنافسي مع انتقال الإنتاج إلى مناطق ذات تكاليف أقل أو قريبة من الأسواق المتنامية. إن فهم هذه التحولات يساعد المشترين على تنويع مصادر التوريد وإدارة المخاطر. تؤثر السياسات التجارية بما في ذلك التعريفات الجمركية والحصص والاتفاقيات التجارية بشكل كبير على الأسعار والتوافر، مما يجعل من الضروري مراقبة التطورات التنظيمية في مناطق الإنتاج الرئيسية.
 رمز الاستجابة السريعة
رمز الاستجابة السريعة