- رقم 8 ، طريق zaolin ،
شارع longxiang ،
tongxiang ، تشجيانغ ، الصين - +86 573 89381086[email protected]
- التحميلاتكتيبات PDF
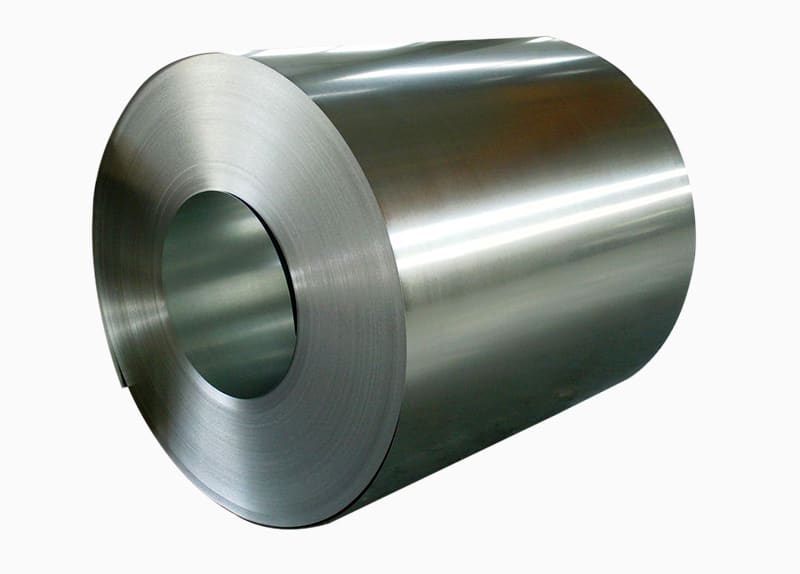
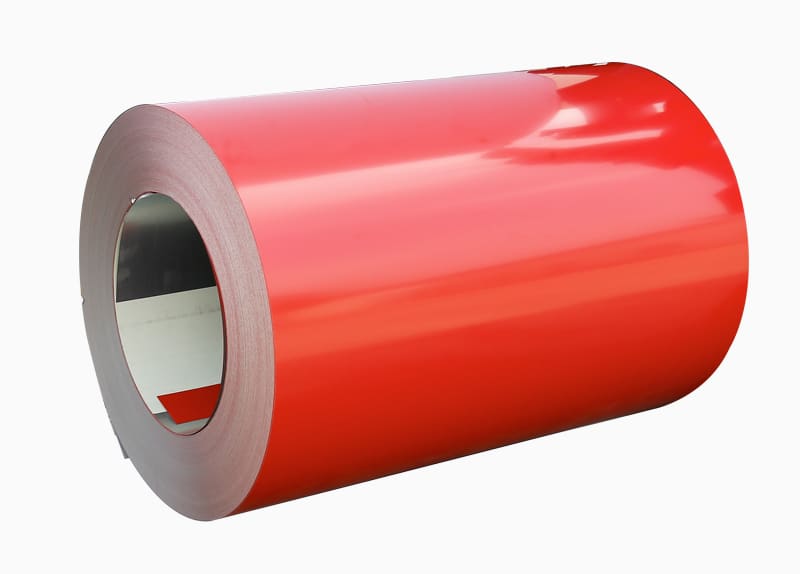
الملفات الفولاذية المطلية بالألوان - والتي يشار إليها أيضًا على نطاق واسع باسم الملفات الفولاذية المطلية مسبقًا، أو ملفات PPGI (الحديد المجلفن المطلي مسبقًا)، أو الفولاذ المدلفن المطلي بالألوان - هي ملفات فولاذية تمت معالجتها من خلال خط طلاء لفائف مستمر حيث يتم تنظيف أحد السطحين أو كليهما، ومعالجتهما كيميائيًا، وإعدادهما، والانتهاء بطبقة واحدة أو أكثر من الطلاء العضوي قبل إعادة لفها للشحن. تنتج هذه العملية طلاءًا متسقًا يتم التحكم فيه من قبل المصنع ويكون أكثر تجانسًا ومتانة من طلاء ما بعد التصنيع المطبق على الأجزاء المقطوعة أو المشكلة.
الركيزة الأساسية المستخدمة ل لفائف الصلب المطلي بالألوان يمكن أن تختلف بشكل كبير اعتمادا على التطبيق المقصود. الركيزة الأكثر شيوعًا هي الفولاذ المجلفن بالغمس الساخن (GI)، والذي يوفر حماية من التآكل على أساس الزنك أسفل الطلاء العضوي. تشمل الركائز الأخرى الجلفالوم (الفولاذ المطلي بسبائك الألومنيوم والزنك، المعروف أيضًا باسم AZ أو Zincalume)، والفولاذ المجلفن كهربائيًا، والفولاذ المدلفن على البارد (CR)، وأحيانًا الفولاذ المدلفن على الساخن المخلل والمزيت (HRPO) للاستخدامات الصناعية ذات المقاييس الثقيلة. مزيج الطلاء المعدني والطبقة النهائية العضوية يمنح منتجات لفائف الفولاذ المطلية بالألوان دفاعًا متعدد الطبقات ضد التآكل، وتدهور الأشعة فوق البنفسجية، والأضرار الميكانيكية.
إن عملية طلاء الملف - والتي تسمى أحيانًا خط طلاء الملف المستمر أو عملية CCL - هي عملية تصنيع عالية السرعة وعالية السرعة تطبق الطلاء على شريط الفولاذ بسرعات خطية تتراوح عادةً من 60 إلى 150 مترًا في الدقيقة. يساعد فهم خطوات الإنتاج المشترين على تقييم مطالبات الجودة وفهم سبب اختلاف سلوك المنتجات المغلفة باللفائف عن الفولاذ المطلي تقليديًا.
يمر الشريط الفولاذي أولاً عبر سلسلة من مراحل التنظيف التي تزيل الزيوت المتداول والأكاسيد السطحية والملوثات باستخدام المنظفات القلوية وشطف الماء. ويلي ذلك مرحلة ما قبل المعالجة الكيميائية - عادةً طلاء كرومات أو خالٍ من الكرومات (الزركونيوم أو التيتانيوم) أو طلاء تحويل فوسفات الحديد - الذي يخلق سطحًا نشطًا كيميائيًا يعزز التصاق الطبقة التمهيدية ويوفر حماية إضافية للحاجز ضد التآكل تحت الغشاء. لقد أصبح اختيار كيمياء المعالجة المسبقة ذا أهمية متزايدة حيث أن الضغط التنظيمي يدفع الصناعة نحو أنظمة خالية من الكرومات.
بعد المعالجة المسبقة، يتم تطبيق طبقة أولية بواسطة طبقة الطلاء الدوارة على أحد جانبي الشريط أو كليهما. يعمل التمهيدي - عادةً ما يكون عبارة عن تركيبة إيبوكسي أو بولي يوريثين أو بوليستر - كطبقة التصاق بين المعالجة المسبقة والطبقة النهائية، وغالبًا ما يشتمل على أصباغ مانعة للتآكل مثل كرومات السترونتيوم أو فوسفات الزنك. يتم بعد ذلك تمرير الشريط المُجهز عبر فرن معالجة حيث يتم تسخينه إلى درجة حرارة المعدن القصوى (PMT) التي تبلغ حوالي 200-240 درجة مئوية للمعالجة الحرارية. تتراوح سماكة الفيلم الجاف التمهيدي النموذجي من 5 إلى 8 ميكرون.
يتم تطبيق الطبقة الخفيفة فوق الطبقة التمهيدية المعالجة بواسطة محطة طلاء دوارة ثانية. هذه هي الطبقة التي توفر اللون واللمعان والأداء السطحي للملف الفولاذي المطلي مسبقًا. بعد التطبيق، يمر الشريط عبر فرن معالجة ثانٍ - مرة أخرى إلى درجة حرارة PMT تبلغ عادةً 220-250 درجة مئوية اعتمادًا على نظام الراتنج - ثم يتم إخماده بالماء لتبريد الشريط المطلي بسرعة قبل إعادة لفه. غالبًا ما يتم تطبيق الطبقة الخلفية على الجانب العكسي أثناء مرحلة الطلاء التمهيدي أو الطبقة الخفيفة لتوفير الحماية من التآكل وقابلية التشكيل على الوجه غير المرئي.
يعد نظام راتنج الطبقة النهائية هو العامل الأكثر أهمية في تحديد أداء العوامل الجوية والمرونة والمقاومة الكيميائية وعمر الخدمة لمنتج الفولاذ المطلي بالألوان. توفر كيمياء الراتنجات المختلفة ملفات تعريف أداء متميزة تناسب الاستخدامات النهائية وظروف التعرض المختلفة.
البوليستر القياسي هو راتنج المعطف الخفيف الأكثر استخدامًا على نطاق واسع في صناعة لفائف الفولاذ المطلية بالألوان نظرًا لتكلفته المنخفضة وقابلية المعالجة الممتازة ومجموعة الألوان الجيدة والأداء المناسب للتطبيقات الداخلية والخارجية الخفيفة. سمك الفيلم الجاف النموذجي هو 15-25 ميكرون. تتمتع طلاءات PE القياسية بمقاومة محدودة للأشعة فوق البنفسجية ولا يُنصح بها بشكل عام للتطبيقات المعمارية الخارجية التي يتجاوز عمر تصميمها 10 سنوات في البيئات القاسية. يتم استخدامها بشكل شائع للأسقف الداخلية والكسوة الصناعية العامة وألواح الأجهزة والأرفف.
تشتمل طبقات البوليستر المعدلة بالسيليكون على راتنج السيليكون في العمود الفقري للبوليستر، مما يحسن بشكل كبير مقاومة الأشعة فوق البنفسجية ومقاومة الحرارة مقارنة بالـ PE القياسي. تُستخدم طلاءات SMP على نطاق واسع في تطبيقات الأسقف والكسوة الخارجية في المناخات المعتدلة، مما يوفر عمرًا تصميميًا يتراوح عادةً بين 15-20 عامًا للاحتفاظ بالألوان ومقاومة الطباشير. سمك الفيلم يشبه PE القياسي عند 20-25 ميكرون. يوفر SMP توازنًا جيدًا بين الأداء والتكلفة لتطبيقات البناء السائدة.
يتم تصنيع راتنجات HDP من أعمدة بوليستر ذات وزن جزيئي أعلى وحزم مُحسَّنة للأشعة فوق البنفسجية لتوفير أداء محسن للتجوية مقارنة بالـ PE القياسي دون علاوة التكلفة الكاملة لـ PVDF. يتم تحديد طلاءات HDP بشكل متزايد كخيار متوسط المدى فعال من حيث التكلفة للتطبيقات الخارجية حيث يكون أداء SMP حدًا ولكن مواصفات PVDF الكاملة غير مبررة تجاريًا. تتراوح مطالبات عمر التصميم النموذجي من 20 إلى 25 عامًا لمقاومة الطباشير في المناخات المعتدلة.
تمثل الطلاءات المعتمدة على مادة PVDF - التي تباع تحت أسماء تجارية مثل Kynar 500 وHylar 5000 - الطبقة المتميزة من الطلاءات النهائية المصنوعة من لفائف الفولاذ المطلية بالألوان، وهي معيار للتطبيقات المعمارية طويلة العمر. يوفر العمود الفقري للبوليمر الفلوري مقاومة استثنائية للأشعة فوق البنفسجية، والطباشير، وبهتان اللون، والهجوم الكيميائي، واحتباس الأوساخ. تحتوي التركيبات القياسية على 70% من راتينج PVDF و30% من الأكريليك. يبلغ سمك الفيلم عادة 25-27 ميكرون لنظام قياسي ثنائي الطبقة. يتم تخصيص الملفات الفولاذية الملونة المطلية بـ PVDF للأسقف المعمارية المتطورة، والجدران الساترة، وتكسية الواجهات حيث تتطلب فترات ضمان تتراوح من 30 إلى 40 عامًا. توفر راتنجات فلورو إيثيلين فينيل إيثر (FEVE) أداءً مشابهًا وتكتسب حصة سوقية في الطلاءات المعمارية التي تحملها المذيبات.
طلاءات البلاستيسول عبارة عن طبقات سميكة من مادة PVC يتم تطبيقها على طبقة جافة بسماكة تتراوح بين 100 و 200 ميكرون، مما ينتج سطحًا عالي النسيج يتمتع بمقاومة ممتازة للخدش وقابلية التشكيل وخصائص التخميد الصوتي. وهي مخصصة بشكل شائع لألواح الأسقف وتكسية الجدران والمباني الزراعية في أسواق شمال أوروبا. تتمثل القيود الرئيسية لـ Plastisol في مقاومة الأشعة فوق البنفسجية الضعيفة نسبيًا مقارنة بـ PVDF والميل إلى الطباشير في البيئات ذات الأشعة فوق البنفسجية العالية، على الرغم من أن المتغيرات المستقرة للأشعة فوق البنفسجية قد حسنت بشكل كبير المتانة الخارجية.
يتم إنتاج وتداول الملفات الفولاذية المطلية بالألوان وفقًا لمجموعة من المعايير الوطنية والدولية التي تحدد درجة الركيزة، ووزن الطلاء، والخواص الميكانيكية، وجودة السطح. إن الإلمام بأهم المعايير يمنع حدوث أخطاء في المواصفات وسوء فهم سلسلة التوريد.
| قياسي | المنطقة | النطاق |
| إن 10169 | أوروبا | المنتجات المسطحة المصنوعة من الصلب المطلي عضويًا بشكل مستمر - المتطلبات والاختبارات |
| أستم A755 | الولايات المتحدة الأمريكية | صفائح فولاذية، مغلفة بالمعدن بواسطة عملية الغمس الساخن ومطلية مسبقًا بعملية طلاء الملف |
| جيس G3312 | اليابان | صفائح ولفائف فولاذية مطلية بالزنك ومطلية بسبائك الحديد المطلية مسبقًا بالغمس الساخن |
| جيجابايت/ت 12754 | الصين | صفائح وأشرطة فولاذية مطلية بالألوان – معيار وطني يغطي منتجات PPGI وPPGL |
| ايه اس 1397 | أستراليا/نيوزيلندا | صفائح وأشرطة فولاذية - مطلية بالزنك بالغمس الساخن أو مطلية بالألومنيوم/الزنك، ذات صلة بمنتجات Colorbond ومنتجات PPGL المماثلة |
عند توريد لفائف الفولاذ المطلية بالألوان على المستوى الدولي - خاصة من المصانع الصينية أو جنوب شرق آسيا - فمن الضروري التأكد من المعيار الذي يتم إنتاج المنتج وفقًا له، حيث تختلف درجات الخصائص الميكانيكية وأوزان طلاء الزنك وتفاوتات سماكة الفيلم بشكل كبير بين المعايير. اطلب دائمًا شهادات اختبار المطاحن (MTCs) التي تشير بوضوح إلى المعيار المطبق وتتضمن القيم المقاسة لوزن طلاء الزنك، وسمك الغشاء الجاف، ومستوى اللمعان، ونتائج اختبار T-bend.

يعد شراء لفائف الصلب المدرفلة المطلية بالألوان دون مراجعة المواصفات الفنية بعناية أحد المصادر الأكثر شيوعًا لمشاكل الأداء ونزاعات الضمان في البناء والتصنيع. فيما يلي المعلمات المهمة التي يجب تحديدها والتحقق منها:
تعتبر الملفات الفولاذية المطلية بالألوان واحدة من أكثر مواد البناء والمواد الصناعية المتاحة تنوعًا، وتخدم مجموعة رائعة من الأسواق النهائية. إن فهم مكان وكيفية استخدامها يساعد المشترين على مواءمة مواصفات المنتج مع متطلبات الخدمة الفعلية.
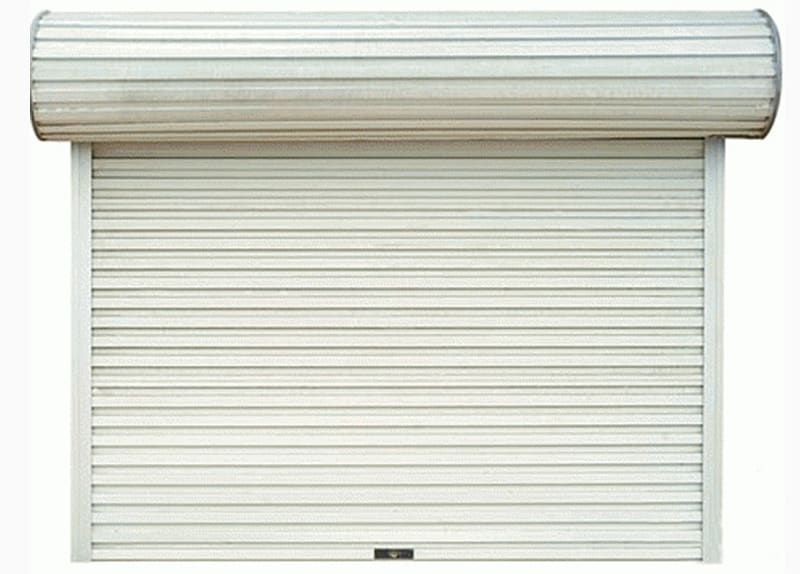
يعد البناء إلى حد بعيد أكبر قطاع للاستخدام النهائي للملفات الفولاذية المطلية بالألوان على مستوى العالم، حيث يستهلك ما يقدر بنحو 60-70٪ من إجمالي الإنتاج. تشمل التطبيقات صفائح الأسقف الجانبية، وألواح تكسية الجدران، وأنظمة الأسقف ذات التماس الدائم، والألواح العازلة المركبة، وواجهات شاشة المطر، وأنظمة المزاريب ومياه الأمطار، ومكونات الإطارات الفولاذية. بالنسبة للأسقف والكسوة، يتم تفضيل ركائز PPGL (الجلفالوم المطلية مسبقًا) القائمة على الجلفالوم مع طبقات SMP أو PVDF بشكل متزايد على PPGI المجلفن نظرًا لمقاومة التآكل الفائقة لطلاء سبائك الألومنيوم والزنك.
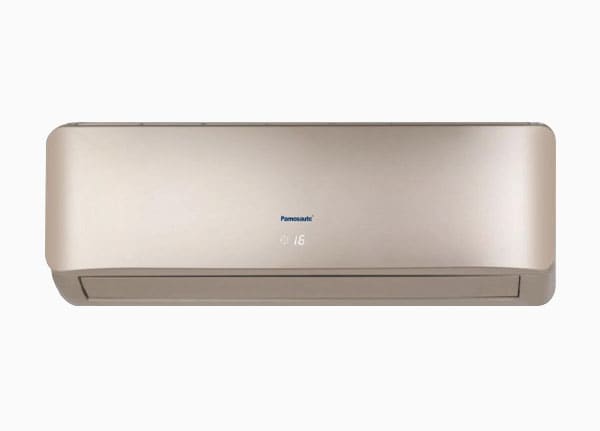
تستخدم الثلاجات والغسالات ووحدات تكييف الهواء وأفران الميكروويف وغسالات الأطباق ألواحًا فولاذية مطلية بالألوان لمكونات الهيكل الخارجي والداخلي. يتطلب الملف الفولاذي المطلي مسبقًا على مستوى الأجهزة مقاومة ممتازة للخدش، ومقاومة كيميائية للمنظفات ومنتجات التنظيف، ومظهرًا أملسًا للسطح، ولونًا متسقًا عبر كميات الإنتاج العالية. يتم استخدام الطلاءات المعتمدة على البوليستر والبولي يوريثين بشكل شائع، غالبًا مع معالجات سطحية خاصة مضادة لبصمات الأصابع أو مضادة للبكتيريا للألواح المرئية.
يتم تصنيع مقطورات الشاحنات، وعربات السكك الحديدية، وألواح هيكل الحافلات، وأبواب الحاويات، وبطانات حاويات الشحن من لفائف فولاذية مطلية بالألوان. تتطلب هذه التطبيقات مقاومة عالية للصدمات، وقابلية تشكيل جيدة لأشكال الألواح المعقدة، ومتانة تحت الضغط الميكانيكي المتكرر والتعرض للطقس. غالبًا ما يتم تحديد البلاستيسول السميك أو طلاءات البوليستر عالية البناء في هذا القطاع لمقاومتها الفائقة للرقائق والتآكل.
يتم إنتاج أرفف التخزين الفولاذية، وأنظمة الرفوف، وألواح الخزانات، وأثاث المكاتب، وأبواب المرآب، والمرفقات الصناعية من لفائف الصلب المطلية بالألوان بكميات كبيرة. في هذه التطبيقات، تعد كفاءة التكلفة هي المحرك الأساسي، وعادةً ما تكون طبقات البوليستر القياسية على الركيزة المجلفنة Z100-Z140 كافية. يعد تناسق الألوان وجودة السطح أمرًا مهمًا حيث ستكون المنتجات النهائية مرئية في بيئات البيع بالتجزئة أو المكاتب.
نوعان من الركائز السائدة للملفات الفولاذية المطلية بالألوان - PPGI (الحديد المجلفن المطلي مسبقًا، المطلي بالزنك) وPPGL (الجلفالوم المطلي مسبقًا، المطلي بالألمنيوم والزنك) - غالبًا ما يتم الخلط بينهما أو يتم استخدامهما بالتبادل من قبل المشترين، لكن لديهم ملفات تعريف أداء مختلفة بشكل مفيد والتي يجب أن تدفع اختيار الركيزة.
| الملكية | PPGI (المجلفن) | PPGL (جالفالوم / من الألف إلى الياء) |
| تكوين طلاء معدني | زنك نقي (99% زنك) | 55% آل، 43.5% زنك، 1.5% سي |
| مقاومة التآكل السطح المسطح | جيد | ممتاز (2-4× أفضل من المؤشر الجلايسيمي) |
| مقاومة التآكل المتطورة | ممتاز (حماية الزنك المضحى) | معتدل (عمل أقل تضحية) |
| مقاومة الحرارة | معتدل (يذوب الزنك عند 420 درجة مئوية) | جيد (Al content raises resistance) |
| القابلية للتشكيل | جيد جدًا | جيد (slightly less ductile) |
| التكلفة النسبية | أقل | أعلى قليلا |
| الأنسب ل | الأجهزة، البناء العام، الاستخدام الداخلي | أسقف طويلة العمر والبيئات الساحلية والعدوانية |
بالنسبة لمعظم تطبيقات الأسقف والكسوة الخارجية طويلة العمر - خاصة في البيئات الساحلية أو الصناعية أو الاستوائية - فإن PPGL هي الركيزة المفضلة نظرًا لمقاومتها الشاملة للتآكل بشكل ملحوظ. عندما يتم قطع الألواح الجانبية حسب الطول في الموقع وتكون الحماية المتطورة هي الاهتمام الرئيسي، فإن عمل PPGI المضحي بالزنك يوفر ميزة. في العديد من الأسواق، يتم تقديم كلا النوعين من الركائز في نفس نظام الطلاء ونطاق الألوان، وبالتالي فإن الاختيار هو قرار مباشر بين الأداء مقابل التكلفة استنادًا إلى بيئة التعرض المحددة.
تكون الملفات الفولاذية المطلية مسبقًا عرضة لأشكال عديدة من الضرر أثناء التخزين والمناولة والتي يمكن الوقاية منها تمامًا من خلال الإجراءات المناسبة. غالبًا ما يكون الضرر الذي يحدث في هذه المرحلة غير قابل للإصلاح ويؤدي إلى رفض المواد المكلفة أو انخفاض أداء الخدمة.
 رمز الاستجابة السريعة
رمز الاستجابة السريعة